




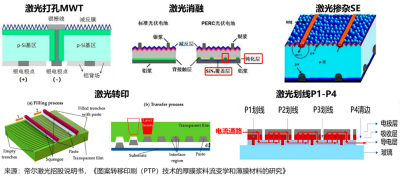
激光打孔MWT:激光打孔MWT (Metal Wrap Through)技術可以將光伏電池的光電轉換效率絕對值提高0.4%左右。MWT技術通過硅片上的孔將正面電極引到電池的背面,使電池的正負電極點都分布在電池片的背面,有效減少了正面柵线的遮光,提高光電轉換效率,同時降低銀漿的耗量和金屬極-發射極界面的載流子復合損失。MWT技術可以適配PERC、TOPCon、HJT等各種電池路线。
激光消融(刻蝕):PERC激光消融技術的應用,使單晶電池實現1.2%轉換效率的提升。利用激光對鈍化膜精密刻蝕,將電池背面鈍化膜局部的AlOx與SiNx薄膜層打穿露出硅基體,背電場通過薄膜上的孔或槽與硅基體實現接觸。該工藝爲PERC技術增強鈍化的核心工藝之一,激光消融設備目前已成爲 PERC 生產流程中不可或缺的關鍵性裝備。相比較傳統的溼法刻蝕工藝,激光消融技術能定位最優化的能量密度分布,精確控制激光作用時間,同時保證每個脈衝嚴格一致。
激光摻雜SE:激光摻雜SE(Selective emitter)可以使晶硅太陽能電池光電轉換效率絕對值提升0.2%-0.3%左右。SE爲選擇性發射極,在前道擴散工序產生的磷硅玻璃層的基礎上,利用激光的可選擇性加熱特性,在電極柵线與硅片接觸部位進行高濃度磷摻雜,形成n++重摻雜區。通過激光摻雜技術,在金屬柵线與硅片接觸部分進行重摻雜,而電極以外位置保持輕摻雜(低濃度摻雜),這種結構減少發射極表面少子的復合,而金屬電極和發射極之間又能形成良好的歐姆接觸,從而獲得更高的短路電流、开路電壓和填充因子,提高太陽電池轉換效率。SE的激光需要對光斑進行整形,將光斑整形成方形光斑後,光斑的重疊率可以做到0%,因而振鏡加工速度可以得到提升。
激光修復LIA:在異質結結構的光伏電池中,非晶硅和晶硅的界面存在大量的界面態(Si 懸掛鍵),研究發現,在光照的情況下,對此結構進行加熱退火,可以有效減少界面態(Si 懸掛鍵)密度,降低界面復合,提高非晶硅的鈍化效果,從而使電池轉換效率明顯上升,主要體現在Voc和FF的提升上。這個現象稱之爲光誘導退火,簡稱 LIA(Light-Induced Annealing)。
激光切割:無損切割,又稱激光熱應力切割,利用激光局部照射產生不均勻的熱效應,在受熱區產生一個不均勻的溫度場,材料表面產生的溫度梯度,誘發熱應力產生。其中,激光光斑處溫度高,爲壓應力狀態,激光光斑前後處於拉應力狀態。由於脆性材料抗壓剛度遠大於抗拉強度,當拉應力達到材料的斷裂強度時,就會使材料發生斷裂,裂紋會隨着激光的移動軌跡穩定擴展。激光劃片技術主要應用於電池片半片或多片的自動切割、裂片。
激光轉印:激光圖形轉印技術(Pattern Transfer Printing,以下簡稱 PTP 技術)是一種新型的非接觸式的印刷技術,幫助電池實現超密電池,提升電池轉換效率。該技術能在特定柔性透光材料上塗覆所需漿料,採用高功率激光束高速圖形化掃描,將漿料從柔性透光材料上轉移至電池表面,形成柵线。採用該激光轉印技術开發的設備可替代現有高效太陽能電池產线中的絲網印刷機設備。PTP 技術能輕松實現25m以下的线寬,進而實現更優的高寬比,幫助電池實現超細密柵電池,匹配選擇性發射極技術,提升電池轉換效率。
薄膜光伏電池
與晶硅光伏電池的硅基底不同,薄膜光伏電池做在玻璃基板上。玻璃基板的尺寸較大,需要用激光設備將一整塊大電池進行分區,實現各小電池的串聯,從而降低電池內部電阻,提升光伏電池的效率。這個工藝相當於晶硅光伏電池的串焊工藝,然而薄膜光伏中的生產工藝對激光設備精度要求高於傳統晶硅光伏工藝、接近於半導體工藝。
玻璃打碼P0: 主要是利用激光的高能量,在玻璃表面迅速打掉一層物質,保留的玻璃表面變得粗糙,不再透明,從而和未被激光作用的區域形成對比。按照設定好的二維碼的圖像打標,即生成可識別的二維碼,記錄產品產线信息。
激光劃线P1-P3: P1、P2、P3設備的基礎原理設備構造基本相同,都是利用激光劃直线分割不同鍍膜層。P1工藝,通過激光設備分割底部的TCO(Transparent Conducting Oxide)襯底。P2工藝,劃开空穴傳輸層、光電轉換層和電子傳輸層,露出TCO襯底,爲連接相鄰兩節子電池的正負電極提供通道。P3工藝,去除部分功能層以分割相鄰子電池的電極。
激光清邊P4: 封裝前的清理工藝。激光清邊是指利用激光技術清除掉電池邊緣的沉積膜,本工藝相對較爲成熟。由於需要密集填充,還要兼顧加工效率。激光清除的設備利用的是振鏡系統,配合平台運動來實現區域清除,同時激光的光斑要做成250m左右的方形光斑,以進一步提高加工效率。
3
光伏中的激光設備
一台完整的激光設備主要包括激光器、運控系統、激光頭、電源、供氣系統和冷卻系統等,其中最爲核心的是激光器和運控系統,在激光設備中的價值佔比分別在40%和20%以上。而運控系統根據不同的應用場景,分爲伺服控制系統和振鏡控制系統兩種不同的技術路线,其中晶硅光伏電池的激光加工以振鏡控制系統爲主,而薄膜光伏電池的核心激光加工工序以伺服控制系統(也稱作飛行光路)爲主。
激光器是產生激光的核心裝置,主要由泵浦源、增益介質、諧振腔三部分組成,工作時泵浦源作用於增益介質之上,使多數粒子處於高能級的激發態,形成粒子數反轉,之後光子入射,高能級粒子躍遷到級,並發射大量與入射光子完全相同的光子。傳播方向與諧振腔橫軸线不同的光子將逃逸出腔體,方向相同的光子則在諧振腔內往返,使受激輻射過程持續下去,並形成激光光束。激光器可以按照增益介質、輸出功率、工作方式、泵浦方式和輸出波長等不同維度進行分類。按照增益介質的不同,可以分爲液體激光器、氣體激光器和固體激光器(光纖、半導體、全固態、混合)。按照輸出功率的不同,可以將光纖激光器分爲小功率(0-1kW)、中功率(1kW-3kW)、高功率(3kW-6kW 以上)。按工作方式的不同,激光器可分爲連續激光器和脈衝激光器。按泵浦方式的不同,激光器主要可以分爲光泵浦激光器、電泵浦激光器、化學泵浦激光器、熱泵浦激光器和核泵浦激光器。按輸出波長的不同,激光器可分爲紅外激光器、可見光激光器、紫外激光器等。
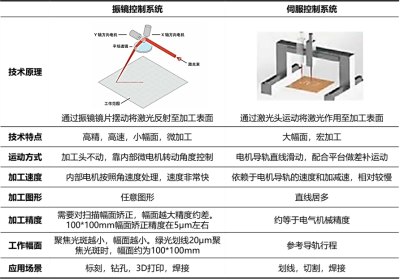
運控系統發揮類似大腦和驅動的作用,其在激光設備的價值佔比不如激光器,但是具備較高技術壁壘和用戶粘性,競爭參與者少,毛利率高,在價值鏈中表現出良好的利潤屬性。根據激光光路驅動方式的不同,可以分爲伺服控制和振鏡控制。振鏡控制通過鏡片擺動調整光路,將激光指向目標位置的振鏡控制;而伺服控制依靠伺服電機驅動激光頭移動至正確位置。振鏡激光主要用於標刻、鑽孔、3D 打印、精密切割等場景,以高速度、高精度、微加工爲核心特徵。伺服激光則用於大幅面的切割、焊接,廣泛適用於鈑金加工、汽車制造、航空航天領域。
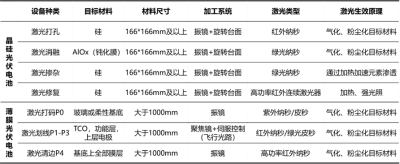
對比晶硅光伏生產的激光設備,薄膜光伏的激光設備除了控制系統有差異,還多了一套分光系統和劃刻系統。分光系統的作用是把一束激光均勻地分成多束平行的激光,從而提升激光設備在大尺寸薄膜光伏中的加工效率。晶硅光伏電池和薄膜光伏電池在激光加工系統、激光器類型和激光生效原理等方面的對比如下表所示:
4
產業鏈與市場空間
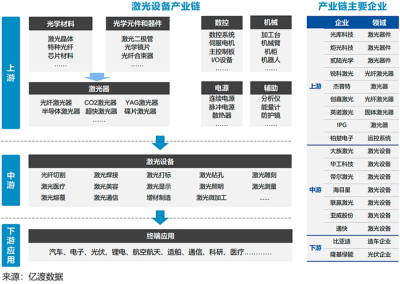
激光設備產業鏈上遊主要包括激光器、數控、機械、電源和各類輔助儀器等。上遊激光器環節是利用激光芯片及光電器件、模組、光學元件等進行各類激光器的制造與銷售,國內生廠商主要是銳科激光、創鑫激光以及傑普特等;運控系統中,柏楚電子、維宏股份、奧森迪科佔據中低功率激光切割控制系統的90%,高功率激光控制系統市場國際廠商仍佔據絕對優勢。中遊爲激光設備集成,國內廠商除大族激光、華工科技兩大行業龍頭外,各細分板塊有較多的參與者,而由於細分板塊的整體市場規模相對較小,大部分的激光企業均在科創板以及新三板掛牌上市。激光設備產品最終應用於先進制造、醫療健康、科學研究、汽車應用、信息技術、光通信、光存儲等衆多領域,是推動中國制造業升級的關鍵。
在光伏行業中,隨着N型光伏電池的逐步滲透和起量,激光設備憑借高精度、高效率等優勢,在N型電池的應用逐步覆蓋TOPCon SE激光摻雜、HJT LIA激光修復、IBC激光开槽和全電池路线激光轉印等。在PERC時代,激光設備主要應用在電池生產的前道環節,單GW價值量在1000多萬,而在高效電池時代,激光設備不僅在電池生產前道環節價值量升至2000萬/GW以上,並且在電池生產的後道金屬化環節也會有一定比例的滲透率。據測算,2022-2025年光伏用激光設備(不含組件環節及鈣鈦礦技術)市場總規模約200億。未來隨着晶硅光伏N型電池片產能放量,激光設備需求也將不斷增長。目前激光消融和激光摻雜SE設備在衆多類型的激光設備中確定性較強,因此布局的企業較多,包括帝爾激光、海目星、英諾激光、捷佳偉創、大族激光以及盛雄激光等。鈣鈦礦光伏作爲最具潛力的新型光伏電池技術,激光設備同樣是單結鈣鈦礦薄膜電池的標配設備,其價值量在整個產线的設備價值量佔比在10%左右,目前布局的公司有大族激光、德龍激光和邁科芯納等。
本文作者可以追加內容哦 !
鄭重聲明:本文版權歸原作者所有,轉載文章僅為傳播信息之目的,不構成任何投資建議,如有侵權行為,請第一時間聯絡我們修改或刪除,多謝。
標題:激光設備:光伏降本增效的利器
地址:https://www.breakthing.com/post/85024.html